
Over here, hot metal is cast into “chushki” – a common word for piglets – whereas in English-speaking countries, this material is called pig iron. In both cases, there is a reference to pigs. Where does this connection between livestock production and industry come from?
It is quite simple. Back in the old days, ironmaking and casting iron into ingots were entrusted to apprentices or trainees. It was a primitive, lowly job. This is the origin of a comparison that has survived for centuries, to the present day.
Nowadays, however, ironmaking is a sophisticated, high-tech metallurgical process. Blast furnace shops produce the hot metal that underpins the success of all downstream processes.
So, what is pig iron? It is an alloy of iron and carbon made of at least 2.14% carbon. This metal is, therefore, brittle and is sometimes alloyed by adding such elements as chromium, nickel, tungsten, aluminium and so on.
Blast furnaces produce hot metal using iron ore materials (sintering ore, sinter, pellets and so on), which are extracted in open pit and underground mines and processed in ore beneficiation plants and sinter plants.

Ironmaking history
It is believed that this alloy was first produced in China at the beginning of the 1st century BC. At the time, bloomery iron and charcoal were smelted in crucibles at temperatures over 1200°C for several days. Later, a special furnace for ironmaking – the so-called Chinese cupola furnace – was invented. Unlike gigantic modern blast furnaces, these were small Catalan hearths, which were around one meter tall. The material was produced in small amounts and was of a low quality.
During the 5th-3rd centuries BC, production of iron castings of complex shapes was developed in China. This period is considered the dawn of artistic iron casting.
The technology reached Europe by the mid-14th century. Ironmaking in Ukraine dates to the 17th century. Notably, the first blast furnaces (Catalan forges, bloomery furnaces and so on) appeared not in the Donbas or Dnipro regions, which have iron ore and coal deposits, but in the Cis-Carpathian region. The oldest extant blast furnace – the Anhelyvska bloomery furnace – was built in 1810-12 and remained in operation until 1818. However, the metallurgical industry did not develop in this region, because the iron ore materials in the western part of modern Ukraine were of low quality.
Ironmaking in modern metallurgy
The discovery of iron ore in the Kryvbas region and coal deposits in the Donbas region led to the rapid growth of steelmaking and blast furnace ironmaking in central and eastern Ukraine. New steel plants were built in many cities. Ironmaking in blast furnaces began to be implemented practically everywhere. The production process evolved gradually, based on the availability of raw materials and energy resources.

Nowadays, as part of the sintering and blast furnace ironmaking process, blast furnaces produce hot metal that is then cast into ingots for sale or used as molten iron for steel production. This process stage is common in countries that have large iron ore deposits or where this raw material is more readily available than ferrous scrap. Ukraine is on the list of such steel producing countries. Therefore, many of its metallurgical plants have blast furnace shops. These Ukrainian plants and integrated mills produce around 85% of steel and rolled steel products.
Two main types of iron ore input materials – sinter and pellets – are smelted to produce hot metal. Sinter plants produce sinter by agglomerating limestone along with sintering ore, coke breeze and fine iron-bearing metallurgical wastes on a conveyor. Iron ore pellets are the product of iron ore beneficiation plants, where finely ground raw materials (concentrate) and special additives are processed into high-strength balls, which are then fed into an induration machine. These types of iron ore input materials differ in terms of iron content, transportation and storage methods, as well as blast furnace process parameters. The production of hot metal from pellets is more aggressive, which is why greater attention is paid to the armour cooling and other nuances of the process.
Ironmaking requires high temperatures. While large amounts of natural gas were used not long ago, most of today’s blast furnaces are equipped with pulverised coal injection (PCI) plants, which help to substantially reduce smelting costs.
Iron is also produced at small foundries. Typically, they use iron scrap or pigs produced by metallurgical plants as raw materials. This iron has a stable chemical composition governed by national standards: a low sulphur and phosphorous content and a fixed proportion of silicon and carbon.
Equipment needed for pig iron production
Foundries produce finished iron goods in thicknesses of at least 5-10 mm, since this material is not flexible or ductile. It is not easy to shape mechanically. Therefore, such plants have special equipment for shape casting.
What is a blast furnace and how does it work?
Today, a blast furnace incorporates an elaborate design, in which most of the processes have been automated and digitalised. However, the general principles of the blast furnace process have remained the same for more than 150 years.
Pig iron is produced in blast furnaces (BFs) at iron and steel works and integrated plants using iron ore materials (sintering ore, sinter, pellets, etc.), which are extracted in open pits and underground mines, and processed in ore beneficiation plants and sinter plants.
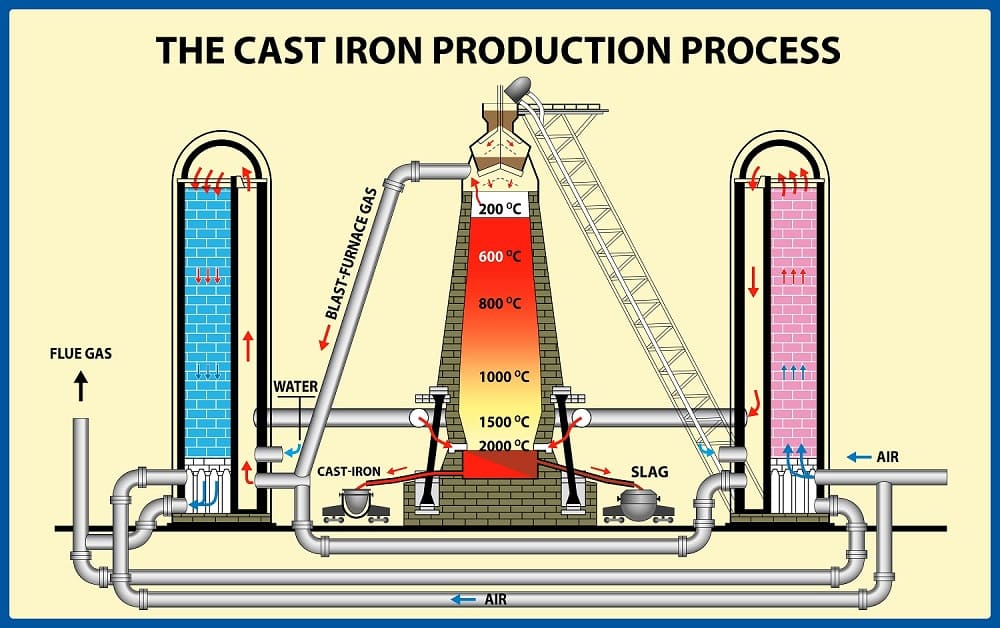
A BF is the largest metallurgical production unit with a height that exceed 70 metres. The production process within the furnace is based on the principle of counterflow. A mixture of iron ore raw materials, coke and limestone, called a “burden”, is fed into the shaft through the upper part, which is called the “top”. Hot blast, hot air enriched with oxygen and hydrocarbon fuel (natural gas or pulverised coal - PCI), is supplied through special tuyeres from the bottom and moves upwards. The heating of the mixture occurs at the top, while the softening and melting begins a little bit lower down, in the belly, below which is where the hearth is located.
Hot metal accumulates at the bottom part of the hearth. From time to time, it is discharged through the tap holes in torpedo cars in order to be delivered and used in the next stage of the process, steelmaking. Meanwhile, slag is poured into special pots on the other side of the blast furnace.
The performance of the blast furnace process depends on the quality of the raw materials. That is why particular attention is focused on the preparation of these materials and this includes several stages. As an improper burden can slow down the melting process or lead to a poor-quality yield, the raw materials and fuel should have a homogeneous chemical composition in order to produce hot metal of a stable quality with minimum impurities that could negatively affect the characteristics of the products further along in the production process.
Raw material preparation phases:
- Ore re-grading - pieces of ore that are too large are more difficult to melt, while ones that are too small prevent gas permeability in the melting stock column. Therefore, the IORM should be of a specific size.
- Fuel preparation. Coke is a rather fragile fuel and it should be fed into the furnace with particular care.
- Flux preparation - the homogeneity of the pig iron chemical composition depends on the quality of the flux and its even application, as these materials facilitate the separation of the impurities contained in the ore.
Types of iron and difference from steel
There are several common classifications of iron: by use, carbon content, shape of graphite inclusions and metal matrix, application and chemical composition.
Numerous international standards govern the technical requirements and quality of this product. The most common types of iron in Ukraine and CIS countries are:
- Pig iron grades: P1, P2, PL1, PL2, PF1, PF2, PF3, PVK1, PVK2 and PVK3 (used for steelmaking or in foundries)
- Cast iron grades: L1, L2, L3, L4, L5, L6, LR1, LR2 and so on (used for re-melting and production of iron castings)
- Flake graphite cast iron grades: SCh10, SCh15, SCh25, SCh35 and so on (grey cast iron used to produce castings)
- Spheroidal graphite cast iron grades: VCh35, VCh45, VCh50, VCh70, VCh80 and VCh100 (ductile iron)
- Compacted graphite iron grades: ChVG30, ChVG35, ChVG40 and ChVG 45
- Bearing, heat-resistant and corrosion-resistant cast irons, specular pig iron and other special iron types
Aside from letters, markings contain digits that denote the minimum tensile strength, hardness level or other characteristics of the iron-carbon alloy.
Comparison of various iron grade standards

Cast iron also can be white and grey. This depends on the condition of carbon in the cast iron (cementite and graphite, respectively), which determines the fracture mode and its colour.

White cast iron is stronger, more brittle and difficult to shape mechanically. It is mainly used to manufacture high-strength and wear-resistant parts by casting (rolling mill rolls, grinding balls and so on). Grey cast iron is softer, more common and has excellent casting properties. It is used to manufacture machinery housings, a wide variety of shaped iron castings, as well as anti-friction parts.
Applications
The main sphere of application of iron is metallurgy. The metal is melted still further in order to obtain steel. Although both alloys contain Fe as their main constituent, there are important differences between the two: carbon content, alloying additives and impurities, as well as their applications.
Pig iron is basically a raw material for steel production. Although both alloys contain Fe as their main constituent, there are important differences between the two: carbon content, alloying additives and impurities, as well as their applications.
Pig iron contains more than 2.14% carbon, which explains the material’s brittleness. The carbon content is reduced during subsequent processing in steelmaking furnaces to make steel. Unlike pig iron, this material is easier to machine: it can be rolled, bent and cut.
It is, however, almost impossible to produce steel directly from iron ore. It is notable that direct iron reduction technologies have become more common in recent years. As part of these technologies, specially prepared ore is processed into briquettes with a high iron content, avoiding the sintermaking and blast furnace ironmaking stage. Actually, this material can be used as a substitute for scrap. Direct reduction, however, is a costly process that, typically, requires huge amounts of cheap natural gas and raw materials with a high iron content.
For this reason, in steel producing countries that lack large natural gas deposits, the process chain will look as follows for a long time: mining and beneficiation of iron ore materials – ironmaking – steelmaking – production of rolled steel products.

However, some portion of the iron can be used for steel production without re-melting.
One of the main fields of application of this material is heavy engineering, because this metal is hard and strong and can bear heavy loads. As grey iron with graphite additives can easily withstand vibration and small oscillations, it is used for the casting of unit bodies and beds for machine tools. Ductile iron is used to cast parts of units that operate under high friction or at low temperatures. High-strength alloy iron is one of the core materials used for the production of work rolls and backup rolls for rolling mills.
This material effectively accumulates and transfers heat, that is why it used for manufacturing of cookware (pans, dishes for cooking, etc.) and radiators for heating systems. Considering their high wear resistance, durability and fire safety, cast iron pipes are still currently used in sewer systems (plumbing) and water piping.
Other materials re gradually replacing cast iron in the household. However, this metal will probably remain in great demand in one area of our lives for a long time to come. Today’s blacksmiths prefer to work with cast iron, using it to create magnificent decorative elements, such as stairs, fences, fireplace grates, etc. These interior and exterior decorations are in demand due to their durability and resistance to corrosion. The material has successfully passed the test of time, as 100-150 years ago, it was widely used for the construction of bridges and stairs, manufacturing of streetlamps and fences for riverbanks. And these structures are still in use.
Meanwhile, the work of ironmakers has evolved. There is another animal-inspired term used by blast furnace shop employees to describe one of nuances of their duties. A salamander is, most likely, the most terrifying word in the ironmaking dialect. It means the solidification of hot metal inside a furnace that can lead to a shutdown of all downstream processes.
Today, ironmaking is no longer a job for apprentices. Rather, it is a critical process controlled by highly qualified professionals.